Jul
07
Why Flatness Is Critical to Precision Strip
When precision strip runs through stamping, forming, slitting, or other coil-fed operations, flatness is not a secondary characteristic. It directly affects how reliably material feeds, how predictably it forms, how consistently it interacts with tooling, and how efficiently manufacturers can run production.
Flatness is also one of the most commonly misunderstood attributes in strip steel. Strip may meet nominal gauge and width requirements but still create production challenges if shape distortion is not properly identified, measured, or specified.
Flatness matters across precision strip applications, from narrow strip used in tight-tolerance components to wide-width strip used in larger or more production-sensitive parts. As requirements become more demanding, small variations in shape, residual stress, elongation, crown, wedge, or thickness can become more noticeable, especially when the application also requires light gauges, tight tolerances, specific mechanical properties, or high-quality surface finishes.
That is why precision strip requires more than basic rerolling capability. It requires a supplier that understands the relationship between gauge, width, shape, temper, surface condition, mechanical properties, and downstream processing from the first rolling schedule through final finishing.
Ulbrich supports demanding precision strip applications through precision rolling, automatic gauge and shape control, tension leveling, cleaning lines, controlled atmosphere annealing, precision slitting, real-time process monitoring, and direct metallurgical support.
For manufacturers running precision strip, flatness is a vital part of total production performance.

What Does Flatness Mean in Strip Processing?
Flatness is often used to describe how strip lies when evaluated against a flat surface, but the term can be subjective unless the specific type of shape distortion is identified. In practical terms, strip may show waves, buckles, bow, coil set, or other distortion that can interfere with feeding, forming, slitting, tracking, or part geometry.
Flatness and strip shape are influenced by internal stresses created during cold rolling, as well as crown or wedge developed during earlier hot rolling. Shape can also be affected by subsequent processing steps, including annealing, tension leveling, and slitting.
Because flatness is not a single condition, it should not be treated as a single measurement. Different shape conditions require different evaluation methods. Industry standards such as ASTM A1030/A1030M provide helpful terminology and measurement practices for evaluating flatness characteristics in steel sheet and strip products.
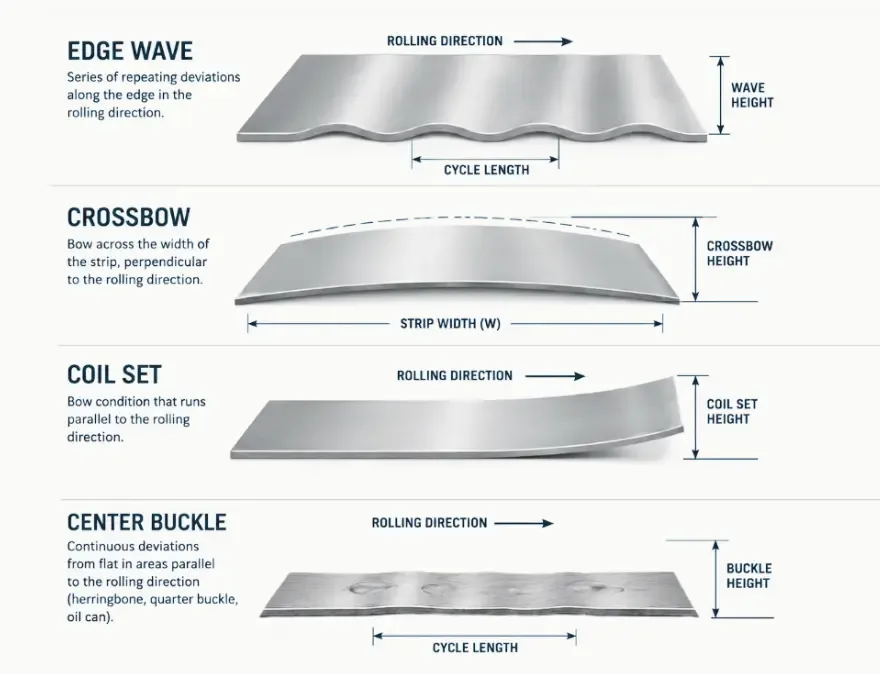
Flatness discussions often focus on four key shape conditions:
- Edge wave
- Crossbow
- Coil set
- Center buckle
Understanding which condition is present, and how it should be measured, is essential to specifying the right flatness requirement.
How Are Common Flatness Conditions Measured?
Edge Wave
Edge wave is a series of repeating deviations along the edge of the strip in the rolling direction. It is typically described by measuring the height of the wave and the cycle length of the wave.
One common way to quantify edge wave is percent steepness, which is calculated by dividing wave height by cycle length, then multiplying by 100. Lower percent steepness indicates a flatter edge condition.
For many applications, edge wave is one of the most important flatness conditions to define clearly because it can interfere with feeding, forming, die performance, and part consistency.
Crossbow
Crossbow is a bow across the width of the strip, perpendicular to the rolling direction. It is measured as a height from a flat surface.
Crossbow is often specified using a per-inch-of-width, or PIW, format. For example, a crossbow tolerance may be expressed in relation to strip width, allowing the maximum bow height to scale with the total width of the strip.
Because PIW is most directly associated with crossbow, it should be used carefully. A PIW value does not automatically describe every type of flatness condition. Edge wave, coil set, and center buckle require their own measurement approaches.
Coil Set
Coil set is a bow condition that runs parallel to the rolling direction. It is often seen when strip retains curvature from being wound in coil form.
Coil set can be evaluated in more than one way. For some wide-strip evaluations, a sample can be placed on a flat surface of a defined length and the height of the end can be measured. Another method is to hang the strip vertically and measure how far the end stands away from vertical.
Coil set can affect how material feeds into downstream equipment, especially in operations that depend on stable tracking, repeatable presentation into a die, or consistent part geometry.
Center Buckle
Center buckles are continuous deviations from a flat surface that usually occur in areas parallel to the rolling direction other than the sheet edges. These may be described as herringbone, quarter buckle, or oil can conditions.
Center buckle can be evaluated by measuring buckle height and a measurable cycle, similar to edge wave, or by placing a straight edge across the peaks and measuring the height to the bottom of the strip.
Because center buckle can occur away from the edges, it may create forming, feeding, or part quality problems even when the strip edges appear acceptable.
Why Does Flatness Become More Challenging as Width Increases?
Flatness matters across strip widths, but wider strip can make shape control more challenging. The wider the strip, the more important edge-to-edge uniformity becomes. Narrow strip may tolerate minor shape variation without creating major downstream issues. Wide strip has more surface area across which residual stress, thickness variation, elongation differences, and shape defects can become visible.
Wide strip can also be more sensitive to application-specific requirements. A customer may need material that is wide, light gauge, tightly toleranced, surface-critical, formable, or engineered to a specific temper. Those requirements must work together. Improving one attribute without controlling the others can still lead to production challenges.
Common flatness conditions, along with related shape or tracking concerns, can include:
- Edge wave
- Center buckle
- Crossbow
- Coil set
- Camber
- Longitudinal or transverse buckling
- Localized waviness
Controlling those conditions requires the right combination of rolling practices, shape monitoring, leveling equipment, slitting control, and metallurgical understanding.
How Does Flatness Affect Stamping, Forming, Slitting, and Production Performance?
Flat precision strip helps manufacturers run more stable, repeatable production. When material lies consistently and feeds predictably, operators can spend less time adjusting equipment and more time producing acceptable parts.
In stamping, forming, slitting, and other coil-fed operations, flatness can influence:
- Reliable feeding
- Stable tracking through equipment
- Setup consistency during coil changes
- Forming and bending repeatability
- Tooling contact and wear
- Part geometry and dimensional consistency
- Slitting performance
- Scrap and rework levels
- Line interruptions
- Overall throughput
In production-sensitive applications, wavy or distorted material may be difficult or impossible to process consistently. Even when the material is technically within other dimensional requirements, poor flatness can create added cost on the production floor.
For engineers and buyers, this makes flatness a production issue as much as a material issue.
Ulbrich Precision Strip Flatness Capabilities at a Glance
- Precision strip capability: Narrow-to-wide-width precision strip capabilities across Ulbrich Specialty Strip Mill and Ulbrich Precision Alloys
- Wide-width precision strip: Up to 48 inches wide through Ulbrich Precision Alloys
- Standard width tolerance: +/- .005 inch in Ulbrich’s wide-width offering
- Light-gauge capability: Down to .0003 inch, depending on product requirements
- Flatness considerations: Flatness requirements should be specified by condition, such as edge wave, crossbow, coil set, or center buckle. Available options depend on material, thickness, width, temper, tensile strength, elongation, and application requirements.
- Supporting equipment and processes: Precision rolling, automatic gauge and shape control, tension leveling, leveling and cleaning lines, controlled atmosphere annealing, slitting, edging, and surface finishing
- Technical support: Metallurgical collaboration, custom rolling schedules, application review, and process support
Note: Capability depends on the alloy, gauge, width, temper, surface requirements, mechanical properties, and final application. Discuss flatness targets early so Ulbrich can evaluate the best measurement method and processing path.

How Does Ulbrich Control Flatness Across Precision Strip?
Ulbrich controls flatness through a combination of precision rolling, process monitoring, leveling technology, finishing equipment, and metallurgical expertise.
Flatness control starts before the final leveling step. It begins with understanding the customer’s alloy, width, gauge, temper, mechanical property targets, surface requirements, and downstream process. From there, Ulbrich can develop a rolling and finishing path designed to support the required performance.
During rolling and finishing, process monitoring, gauge control, and shape-control practices help support more consistent material from edge to edge and from coil to coil.
Ulbrich’s strip rolling operations include Ulbrich Specialty Strip Mill in Wallingford, Connecticut, and Ulbrich Precision Alloys in New Bedford, Massachusetts. Together, these facilities provide narrow-to-wide-width rolling capability, light-gauge support, and the ability to deliver precision strip and foil products to demanding dimensional, mechanical, and surface requirements.
Ulbrich is also continuing to invest in equipment that directly supports flatness control. Ulbrich has engaged Burghardt + Schmidt to develop a high-precision stretch-bend-leveling system designed to help correct shape deviations that can occur during cold rolling, supporting improved flatness, consistency, and overall material quality once installed.
Together, these facilities give Ulbrich a differentiated ability to support customers whose applications require more than a standard strip product.
How Does Tension Leveling Improve Strip Flatness?
Tension leveling is one of the key finishing capabilities used to improve strip shape and flatness. The process applies controlled tension and bending to the strip to help reduce shape defects that can interfere with downstream processing.
For precision strip applications, tension leveling can help address issues such as edge wave, center buckle, crossbow, and coil set. These defects often matter most when a customer needs the strip to feed cleanly, form predictably, track consistently, or hold tight dimensional consistency.
Tension leveling is especially valuable because it can improve strip shape across the full width, not only at a localized point. For wide-width material, that full-width consistency can make a meaningful difference in stamping, forming, slitting, and other coil-fed processes.
However, tension leveling is not universally applicable to every material condition. The process requires enough elongation for the material to be stretched. Some high-strength, heavily tempered, or limited-elongation products may not be suitable candidates for more demanding flatness requirements. This can depend on tensile strength, alloy, thickness, temper, and final application requirements.
At Ulbrich, tension leveling works alongside precision rolling, shape control, annealing, cleaning, slitting, and metallurgical support. The value is not one machine in isolation. The value is the complete processing route: understanding the material, rolling it to specification, monitoring shape and gauge, leveling it appropriately, and delivering a coil prepared for demanding production environments.
What Makes Ulbrich’s Flatness Capability Different?
Many suppliers can quote a strip width or thickness. Fewer can support the full combination of width, light gauge, tight tolerances, controlled mechanical properties, surface quality, flatness control, and metallurgical collaboration.
Ulbrich’s advantage comes from managing those requirements together.
For manufacturers, this matters because flatness problems rarely exist by themselves. A flatness issue may be related to gauge, residual stress, temper, alloy behavior, annealing response, surface requirements, slitting practices, or the way the material will be stamped, formed, slit, or assembled.
Ulbrich brings together the equipment and expertise needed to evaluate those variables as part of a complete material solution. Customers have access to precision rolling mills, automatic gauge and shape control, tension leveling, cleaning lines, controlled atmosphere annealing, slitting and edging capabilities, and experienced metallurgists who understand how processing decisions affect final performance.
That makes Ulbrich a strong partner for applications where the strip must do more than meet a dimensional drawing. It must perform reliably in production.
Why Should Engineers and Buyers Ask About Flatness Early?
Flatness should be discussed early because the best processing path depends on the final application. Waiting until after the material has been specified can limit options or create avoidable production challenges.
Engineers and buyers should discuss flatness requirements when the application involves:
- Precision strip
- Wide-width strip
- Light-gauge material
- High-speed stamping or forming
- Tight part geometry
- Surface-critical components
- Low scrap targets
- Difficult-to-form alloys
- Tight mechanical property requirements
- Production issues related to feeding, tracking, coil set, waviness, crossbow, buckling, or shape variation
Early collaboration allows Ulbrich to evaluate the alloy, gauge, width, temper, mechanical properties, surface condition, flatness condition, and downstream forming requirements together. That gives the customer a better chance of receiving material that is not only made to specification, but prepared for the realities of production.

Talk With Ulbrich About Precision Strip Flatness Requirements
If your application depends on precision strip with tight flatness, gauge, surface, and mechanical property requirements, involve Ulbrich early in the material selection process.
Ulbrich’s metallurgists and engineers can help evaluate your alloy, gauge, width, temper, flatness target, surface needs, and downstream forming requirements to determine the right processing path for your application.
Whether you are developing a new part, troubleshooting production issues, or scaling a production-sensitive application, Ulbrich’s combination of precision rolling, tension leveling, leveling and cleaning equipment, slitting control, and metallurgical support can help you reduce risk and improve production consistency.
For many precision strip applications, flatness is critical to production performance.
FAQ
Why is flatness critical to precision strip?
Flatness is critical because precision strip must feed, form, slit, track, and run consistently. Poor flatness can contribute to unstable feeding, inconsistent forming, longer setup times, higher scrap, and reduced production efficiency.
Is flatness only important for wide strip?
No. Flatness matters across precision strip applications. However, flatness often becomes more challenging and more visible as strip width increases because shape variation, residual stress, elongation differences, and edge-to-edge inconsistency have more area across which to appear.
Why does flatness become more difficult to control in wide strip?
Flatness becomes more difficult to control as strip width increases because shape variation, residual stress, elongation differences, crown, wedge, and edge-to-edge inconsistency become more noticeable across the full coil width.
What happens if precision strip is not flat?
If precision strip is not flat, manufacturers may experience feeding problems, inconsistent part geometry, setup adjustments, line interruptions, tooling issues, scrap, rework, and slitting or tracking problems. In demanding applications, poor flatness can make material difficult to process consistently.
What does a tension leveler do for precision strip?
A tension leveler improves strip shape by applying controlled tension and bending to the material. It can help reduce shape issues such as edge wave, center buckle, crossbow, and coil set.
Can all strip products be tension leveled for demanding flatness requirements?
No. Tension leveling depends on the material’s ability to elongate during processing. Some high-strength, heavily tempered, or limited-elongation materials may not be suitable for more demanding flatness requirements. Suitability depends on alloy, gauge, thickness, temper, tensile strength, elongation, and application requirements.
How should flatness be specified?
Flatness should be specified based on the shape condition being evaluated. Edge wave may be measured by percent steepness. Crossbow may be measured as a height across the strip width and expressed in a per-inch-of-width format. Coil set and center buckle require their own measurement methods. The best approach is to discuss the application with Ulbrich early so the right flatness condition and measurement method can be confirmed.
When should engineers discuss tighter flatness requirements?
Engineers should discuss tighter flatness requirements when strip shape affects feeding, stamping, forming, slitting, tracking, tooling performance, part consistency, scrap rates, or production throughput. Flatness should be discussed early because available options depend on material, thickness, width, temper, and application requirements.
How does Ulbrich control flatness in precision strip?
Ulbrich controls flatness through precision rolling, automatic gauge and shape control, custom rolling schedules, real-time process monitoring, leveling technology, tension leveling, finishing equipment, slitting control, and metallurgical expertise.
How wide can Ulbrich produce precision strip?
Ulbrich’s wide-width, light-gauge Precision Strip offering supports precision strip up to 48 inches wide. Separate slit coil capabilities may extend wider depending on the product format and application requirements.
Is flatness affected by alloy, gauge, width, and temper?
Yes. Flatness capability depends on the material, gauge, width, temper, tensile strength, elongation, mechanical properties, surface requirements, and processing route. That is why flatness should be reviewed early with an experienced precision strip supplier.
What industries use precision strip with flatness requirements?
Precision strip with flatness requirements is used in markets such as aerospace, medical, semiconductor, automotive, industrial, electronics, energy, and other applications where dimensional consistency, formability, surface quality, and production reliability are critical.